|
| 
 好品質
好品質  好材料
好材料  好服務
好服務
| 好品質 好材料 好服務

大連鑫毅鋼磨料配件有限公司
聯系人:張經理
電話: 0411-39630390
0411-39569620
手機:13795133932
網址:lovednl.cn
廠址:大連經濟技術開發區生命二路10號
辦公:大連市甘井子區泉水P3區
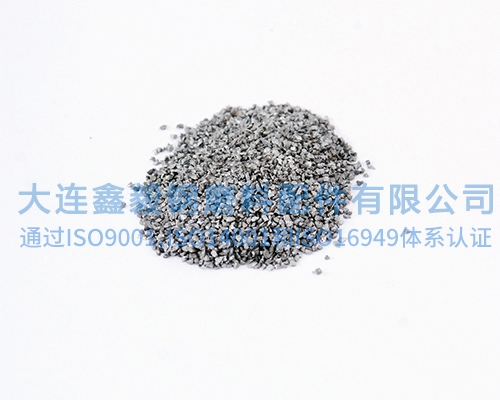
大連打砂除銹對于不能通過酸洗除銹除氧化皮的鑄鐵、鋼鐵件產品,一般采用機械方法處理。噴砂由于嚴重的吸肺病問題已經被叫停,金屬拋丸目前采用的比較多,也有采用滾光、滾拋等設備進行除銹的。脫脂磷化的大缺點是:成本太高,防銹期短,陰雨天易返銹。由拋丸后散熱器表面有一層鐵粉末,在靜電吸附作用下,打壓后也不易洗掉。
這層鐵粉末會造成磷化液大量消耗;形成的膜層也比較疏松;磷化時間短時,易生銹;另外由于表面粗糙表面積大,也造成磷化液成倍消耗。可以估算出拋丸后磷化比鋼管直接磷化消耗要增加近2倍,磷化成本超過酸洗后鋅系磷化。機械除銹后的大問題是工序間返銹問題。雖然很多人都知道,但由于采用了錯誤的處理方法,還是有不少企業因此蒙受損失。
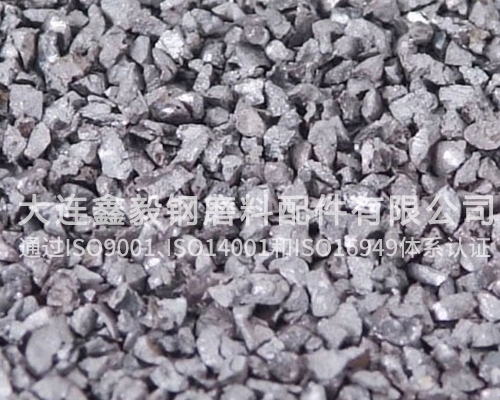
鋼制散熱器表面有油污、氧化層及銹蝕,必須除掉。由于環保限制很多企業將酸洗除銹工藝改為拋丸除銹。拋丸除銹后的暖氣需要二次打壓,解決打壓后返銹成為企業棘手的問題。石英砂噴砂是采用壓縮空氣為動力,以形成高速噴射束將噴料(銅礦砂、石英砂、金剛砂、鐵砂、海南砂)高速噴射到需要處理的工件表面,使工件表面的外表面的外表或形狀發生變化,
由于磨料對工件表面的沖擊和切削作用,使工件的表面獲得一定的清潔度和不同的粗糙度,使工件表面的機械性能得到改善,因此提高了工件的抗疲勞性,增加了它和涂層之間的附著力,延長了涂膜的耐久性,也有利于涂料的流平和裝飾。
大連噴砂外協服一要檢查噴砂機的接頭,噴砂設備的各個接頭處(氣管、紗管接口等等)一定要安裝結實,連接可靠。在操作過程中也要經常檢查氣管、紗管的磨損狀況,如果出現嚴重磨損狀況一定要即時更換。再著就是在操作過程中千萬不要對著人。還有就是在修理噴砂設備的時候一定要停掉機器,放完空氣,然后打開蓋子。

 在線咨詢
在線咨詢